
Kabelių ir laidų gamyboje viskas sukasi aplink vieną esminį procesą – izoliacijos arba apvalkalo užliejimą ant laidaus vario ar aliuminio gyslos. Nors gamybos linija gali būti dešimčių metrų ilgio, jos absoliutus centras ir „širdis“ yra ekstruderis (išspaudimo presas).
Tai įrenginys, kuris paverčia kietas plastiko granules į vienalytį, karštą lydalą ir tolygiai padengia juo judantį laidininką.
Kas sudaro ekstruzijos liniją?
Nors pats ekstruderis atlieka lydymo ir formavimo darbą, jis negalėtų veikti be visos sinchronizuotos linijos. Pilną bazinę ekstruzijos liniją sudaro šie pagrindiniai mazgai:
- Atidavimo įrenginys (Paduotuvas): Besisukanti ritė, nuo kurios nuolat ir tolygiu įtempimu vyniojamas „plikas“ laidininkas (varis, aliuminis ar jau izoliuota gysla, jei liejamas išorinis apvalkalas).
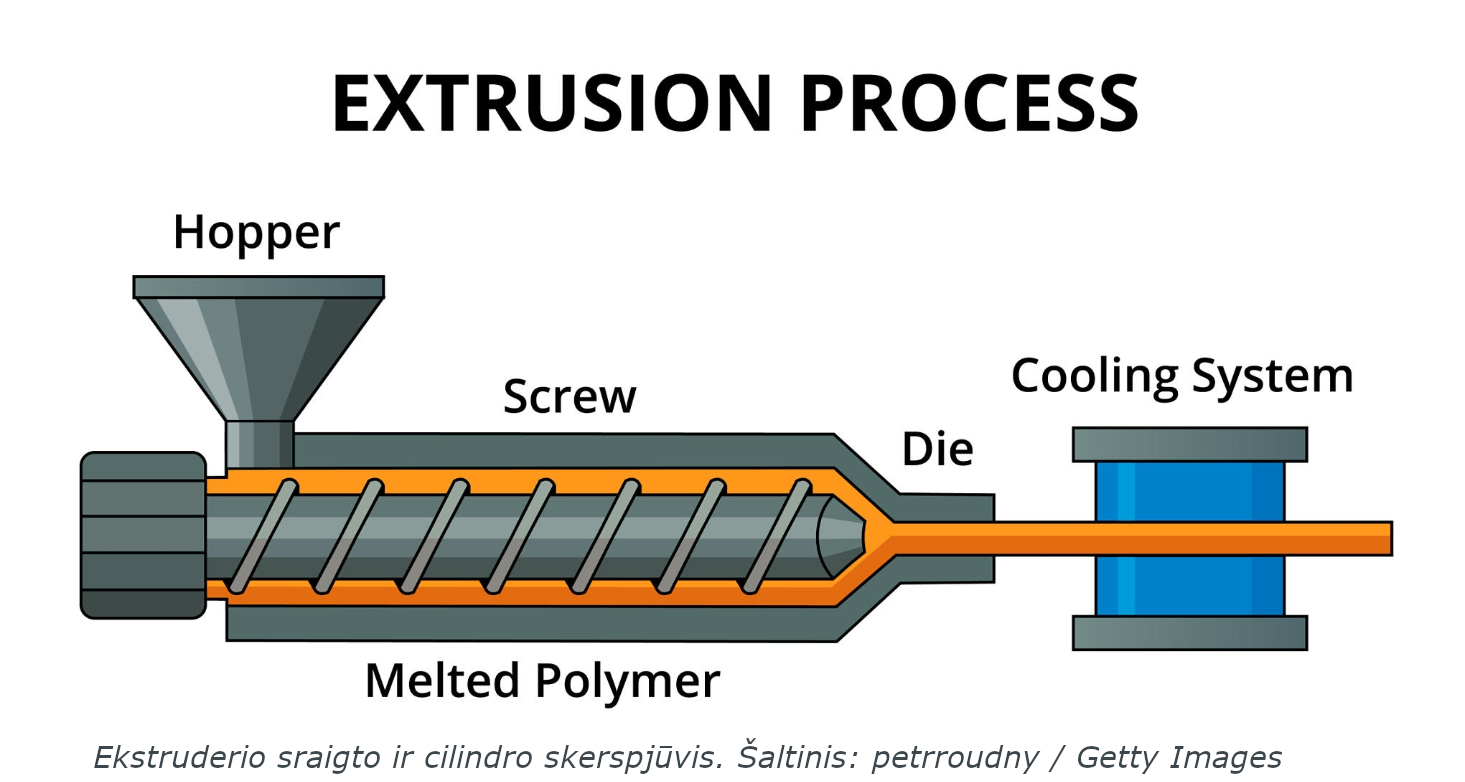
- Bunkeris (Piltuvas): Talpa ekstruderio viršuje, į kurią pilamos plastiko granulės. Dažnai čia pat įmontuojami ir dozatoriai, kurie įmaišo spalvos koncentratą (angl. masterbatch).
- Cilindras ir Sraigtas: Pagrindinis darbinis mechanizmas. Cilindras yra šildomas išorinių tenų, o jo viduje sukasi specialaus profilio sraigtas. Sraigtas atlieka tris funkcijas: paima granules iš bunkerio (maitinimo zona), jas suspaudžia, lydo bei maišo (kompresijos zona) ir galiausiai sukuria reikiamą slėgį tolygiam išspaudimui (dozavimo zona). Didžioji dalis šilumos, reikalingos plastiko lydymuisi, atsiranda ne nuo išorinių tenų, o nuo mechaninės trinties, kurią sukuria besisukantis sraigtas.
- Ekstruzijos galvutė (Kryžminė galvutė): Vieta, kur susitinka judantis laidininkas ir karštas plastiko lydalas. Galvutės viduje yra matrica ir šerdis (angl. Die and Guider), kurios suformuoja tikslų izoliacijos storį ir diametrą.
- Aušinimo vonia: Iš galvutės išlindęs laidas yra karštas ir minkštas. Jis iškart nardinamas į ilgą (kartais 10–20 metrų) vonią su cirkuliuojančiu vandeniu, kur plastikas laipsniškai atvėsinamas ir sukietėja.
- Traukimo įrenginys (Traukėjas): Vikšrinis arba ratinis mechanizmas, kuris traukia laidą per visą liniją. Jo greitis turi būti idealiai sinchronizuotas su ekstruderio sraigto greičiu – būtent šis santykis lemia galutinį laido diametrą.
- Priėmimo įrenginys (Vyniotuvas): Paskutinis etapas, kur gatavas laidas tvarkingai suvyniojamas ant medinių, plastikinių ar metalinių ričių tolimesniems procesams (pvz., sukančiojai mašinai) arba pardavimui.
Ekstruderių variacijos: Kodėl plastikas plastikui nelygus?
Nors principas atrodo paprastas, reali gamyba reikalauja specifinių žinių apie medžiagas. Ekstruderio parametrai ir net paties sraigto dizainas dramatiškai keičiasi priklausomai nuo to, kokį polimerą naudojame:
1. PVC (Polivinilchloridas / Plastikatas)
Tai viena labiausiai paplitusių ir universaliausių medžiagų (naudojama standartiniuose instaliaciniuose kabeliuose).
- Specifika: PVC lydosi palyginti lengvai (darbinė temperatūra dažniausiai svyruoja apie 150–180°C), tačiau jis yra termiškai jautrus. Jei lydalas cilindre užsibus per ilgai arba temperatūra bus per aukšta, PVC pradės degraduoti (degti), išskirdamas ėsdinančias druskos rūgšties (HCl) dujas.
- Sraigtas: Naudojami standartiniai, švelnesnės kompresijos sraigtai su gera temperatūros kontrolės sistema.
2. PE (Polietilenas) ir XLPE (Susiūtas polietilenas)
Polietilenas (naudojamas lauko kabeliams, telekomunikacijoms) yra kietesnis ir atsparesnis už PVC.
- Specifika: PE apdorojamas aukštesnėse temperatūrose (virš 200°C) ir reikalauja didesnės mechaninės energijos iš sraigto, kad pasiektų gerą homogenizaciją.
- Sraigtas: Naudojami sraigtai su didesniu suspaudimo laipsniu (angl. compression ratio).
- XLPE variacija: Gaminant aukštos įtampos kabelius naudojamas susiūtas polietilenas. Jam reikia specialios linijos su ilgu vulkanizacijos vamzdžiu (angl. CV line – Continuous Vulcanization), kur po ekstruzijos laidas keliauja per aukšto slėgio ir temperatūros (azoto dujų) aplinką, kad įvyktų cheminė molekulių „susiuvimo“ reakcija.
3. HFFR / LSZH (Behalogeniai, mažai dūmų išskiriantys mišiniai)
Šie mišiniai dabar yra standartas viešosios paskirties pastatuose, nes gaisro atveju neišskiria nuodingų dujų.
- Specifika: Tai tikras galvos skausmas gamyboje. Šiuose mišiniuose gausu antipirenų (pvz., aliuminio hidroksido). Šios dalelės padaro lydalą labai klampų ir nepaprastai jautrų mechaninei trinčiai (shear rate). Jei sraigtas per daug trins mišinį, jis pradės kaisti ir antipirenai aktyvuosis (pradės plėstis ar išskirti vandenį) dar būdami ekstruderio viduje.
- Sraigtas: Reikalauja specialių, labai mažos kompresijos (low compression) sraigtų ir itin tikslaus vėsinimo proceso, siekiant išlaikyti kuo žemesnę lydalo temperatūrą.
Techninis apibendrinimas: Reologijos ir termodinamikos balansas
Šiuolaikinėje kabelių pramonėje ekstruderis jau seniai nebėra vertinamas tiesiog kaip mechaninis polimerų lydymo įrenginys. Tai aukšto preciziškumo aparatas, kurio efektyvumą apibrėžia griežta reologinių (lydalo tekėjimo) ir termodinaminių procesų kontrolė.
Galutinę produkto kokybę bei gamybos linijos naudingumo koeficientą tiesiogiai lemia trys kritiniai veiksniai:
- Polimerų specifika ir sraigto geometrija: Kiekviena medžiaga – nuo termiškai jautraus PVC iki itin klastingo, aukšto klampumo HFFR mišinio – reikalauja individualiai pritaikyto sraigto profilio (kompresijos laipsnio, šlyties zonų) ir griežtai kalibruoto temperatūrinio režimo.
- Linijos sinchronizacija: Ekstruderio našumas (sraigto apsisukimai bei sukuriamas slėgis kryžminėje galvutėje) privalo idealiai, be milisekundės vėlavimų, koreliuoti su traukimo įrenginio greičiu. Net minimalus šio balanso sutrikimas sukelia izoliacijos storio fliuktuacijas, o tai tiesiogiai pažeidžia tarptautinius kabelių gamybos standartus (pvz., IEC ar EN).
- Šlyties (angl. shear) energijos suvaldymas: Didžioji dalis plastiko lydymui reikalingos šilumos sugeneruojama ne per išorinius cilindro kaitinimo tenus, o per mechaninę trintį cilindro viduje. Technologiškai teisingas šios vidinės energijos suvaldymas užkerta kelią medžiagos destrukcijai ar priešlaikinei antipirenų aktyvacijai.
Ekstruzija yra nepertraukiamas ir dinamiškas procesas. Tik gilus fizikinių medžiagų savybių supratimas ir tikslus įrenginio parametrų valdymas leidžia pasiekti maksimalų gamybos greitį, išlaikant nepriekaištingas kabelio geometrines bei elektrotechnines charakteristikas.