
Kasdien susiduriame su kabeliais, kurie privalo būti lankstūs: nuo pramoninių įrenginių maitinimo linijų iki paprastų buitinių prietaisų laidų. Tačiau ar kada susimąstėte, kaip pasiekiamas tas ypatingas gyslos lankstumas ir kodėl ji tiesiog nesulūžta po tūkstančių sulenkimų?
Atsakymas slypi gijų susukimo technologijoje bei griežtuose tarptautiniuose standartuose (tokiuose kaip LST EN 60228), kurie skirsto laidininkus į konstrukcijos klases. Šiame straipsnyje gilinsimės į 5 klasės (dažnai žymimos pramoniniu indeksu -K) lanksčių gyslų gamybos užkulisius, susukimo mašinų darbą ir elektrinės varžos fizikinius niuansus.
Gyslų klasifikacija: Nuo monolito iki ypatingo lankstumo
Pagal standartą laidininkai skirstomi į keturias pagrindines klases. Judant nuo pirmosios link šeštosios, keičiasi ne tik gyslos lankstumas, bet ir jos gamybos sudėtingumas:
- 1 klasė: Monolitinė gysla (vienas storas laidas). Standi, naudojama stacionariems instaliaciniams kabeliams (pvz., NYM, CYKY).
- 2 klasė: Daugiagyslė, standi gysla (keli ar keliasdešimt susuktų storesnių laidų). Naudojama didesnio skerspjūvio jėgos kabeliuose.
- 5 klasė (-K): Lanksčioji gysla. Sudaryta iš daugybės plonų, mechaniškai atkaitintų varinių vielučių, kurių vienos skersmuo dažniausiai svyruoja nuo 0,15 mm iki 0,40 mm (priklausomai nuo bendro skerspjūvio).
- 6 klasė: Ypatingai lanksti gysla, kurioje naudojamos dar plonesnės gijos nei 5 klasėje.
Kaip gimsta -K gysla: Susukimo mašinų (stranderių) technologijos
Norint išgauti kokybišką 5 klasės gyslą, neužtenka tiesiog sumesti plonų vielučių į vieną krūvą. Jei vielos bėgs lygiagrečiai, lenkiant kabelį išorinės vielutės bus tempiamos ir trūks, o vidinės – gūžtelės ir deformuosis. Kad gysla veiktų kaip vienas homogeniškas, lankstus kūnas, gijos privalo būti geometriškai taisyklingai susukamos.
Priklausomai nuo gamyklos technologinio parko ir tikslinio skerspjūvio, naudojami keli susukimo metodai:
1. Ryšulinis susukimas (Bunching)
Tai populiariausias metodas masinėje lanksčių gyslų gamyboje. Dešimtys ar net šimtai plonų gijų iš atskirų ričių (arba vieno bendro konteinerio) vienu metu traukiamos į susukimo mašiną (angl. Bunching machine).
- Procesas: Gijos praeina pro paskirstymo diską ir patenka į besisukantį rotorių (lanką), kuris jas susuka tam tikru žingsniu (angl. lay length).
- Rezultatas: Gaunamas dinamiškas, šiek tiek chaotiškos vidinės struktūros, bet itin lankstus „ryšulys“, idealiai tinkantis -K klasės reikalavimams.
2. Sluoksninis koncentrinis susukimas (Stranding)
Šis metodas dažnesnis stambesniems skerspjūviams arba griežtesnės geometrijos reikalaujantiems kabeliams.
- Procesas: Vielutės klojamos koncentriniais sluoksniais aplink centrinę ašį. Pavyzdžiui, aplink 1 centrinę vielą klojama 6 vielų išorinė karūna, aplink ją – 12 vielų ir t.t. Kiekvienas sekantis sluoksnis dažnai sukamas priešinga kryptimi, kad gysla išlaikytų idealią apskritimo formą ir nesusisuktų pati savaime.
Elektrinės varžos (R) paradoksas: Kodėl mažiau nėra geriau?
Projektuojant ir gaminant kabelius, elektrinė varža (R) yra svarbiausias parametras, lemiantis maksimalią leistiną srovę ir kabelio kaitimą. Atrodytų logiška: kuo varža mažesnė, tuo laidininkas efektyvesnis. Tačiau pramoninėje gamyboje varža (R) nėra mazinama iki absoliutaus minimumo. Kodėl?
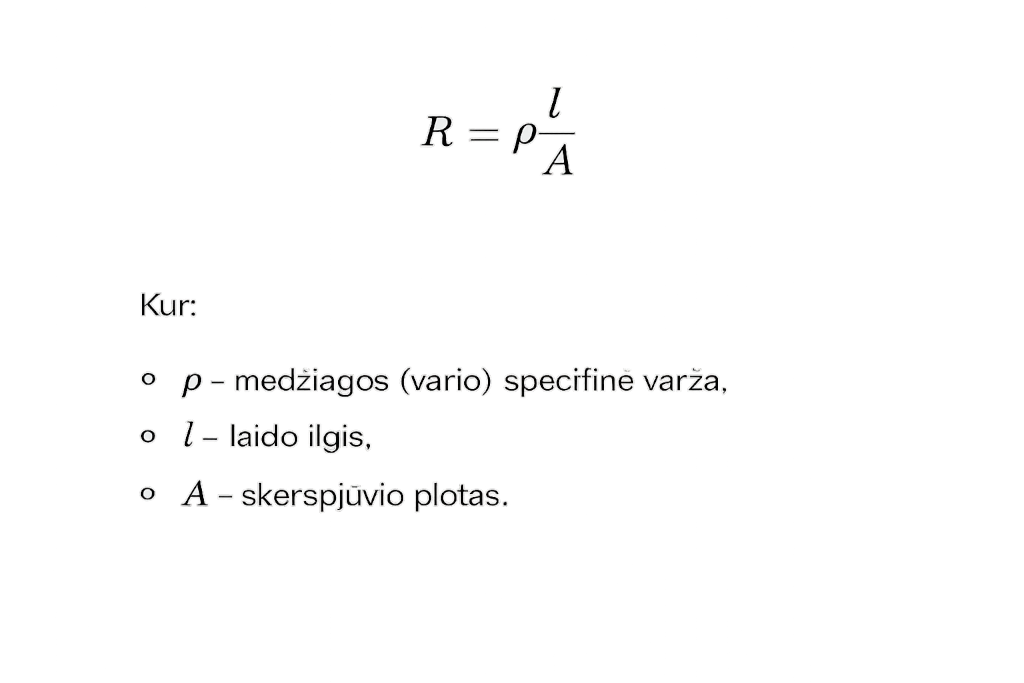
1. Geometrinis laido pailgėjimas (Susukimo faktorius)
Kai susukame tiesias vielutes į spiralę, faktiškai sunaudojamas didesnis vielos ilgis (l) vienam metrui paruošto kabelio, nei matuojant tiesia linija. Kadangi srovė teka spiraliniu keliu, susuktos gyslos elektrinė varža visada yra šiek tiek didesnė nei tokio paties svorio tiesios monolitinės gyslos. Gamintojai privalo rasti balansą tarp gyslos lankstumo (kurį užtikrina trumpesnis susukimo žingsnis) ir elektrinės varžos padidėjimo.
2. Standarto rėmai ir „Auksinis vidurys“
Pagal LST EN 60228 standartą, laidininko kokybė apibrėžiama ne pagal tikslų gyslos diametrą ar vielučių skaičių, o pagal maksimalią leistiną varžą esant +20 °C temperatūrai.
Pavyzdys: 5 klasės varinė gysla, kurios skerspjūvis yra , negali turėti varžos didesnės nei 13,3 Ω/km. Gaminti laidą su žymiai mažesne varža (pvz., 11 Ω/km) būtų ekonomiškai neefektyvu — varis yra brangus metalas, o mažesnė varža reikštų perteklinį skerspjūvį.
Pramonėje siekiama saugaus vidurio: varža palaikoma ties 13,0–13,1 Ω/km, kad produktas atitiktų standartą, užtikrintų saugumą ir išliktų konkurencingas rinkoje.
3. Oksidacija ir odos (skin) efektas
Plonos vielutės turi žymiai didesnį bendrą paviršiaus plotą nei viena monolitinė gysla. Laikui bėgant, tarpusavyje nesulydytos gijos minimaliai oksiduojasi. Nors kintamosios srovės aukštuose dažniuose odos efektas (srovės stūmimas į paviršių) yra aktualus, pramoninio dažnio 50 Hz tinkluose tai neturi didelės įtakos. Nepaisant to, gamybos procese kontroliuojamas gijų švarumas ir suspaudimo laipsnis, kad tarp vielučių neliktų oro tarpų, galinčių skatinti vidinę koroziją ir kelti pereinamąją varžą.
Apibendrinimas
5 klasės (-K) varinė gysla yra mechanikos ir elektrotechnikos kompromiso šedevras. Ji reikalauja itin tikslaus plonų gijų tempimo, po kurio seka preciziškas susukimas mašinose, užtikrinantis gyslos vientisumą ją lankstant. O elektrinės varžos valdymas šiame procese parodo tikrąją gamybos inžinerijos brandą – sukurti produktą, kuris idealiai atitinka griežtus saugumo standartus, nešvaistant brangių žaliavų.